Pin Height
The importance and role of RF coaxial connector pin height and its impact on electrical and mechanical performance.
Originally published in Microwave Journal
The job of an RF coaxial cable is to transmit a signal from one point to another with as little signal or power loss over its length and to keep its signal isolated from or to the outside world. A coaxial cable’s structure consists of three major components: a center conductor, a dielectric and an outer conductor. These three components are put together in a way to maximize the cable’s performance over its intended frequency range for the desired application. A jacketing or covering is added to the cable to protect and seal the RF structure from outside elements and give the cable additional environmental or mechanical advantages.
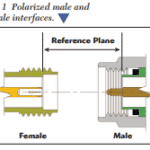
A coaxial connector is used to attach the end of a coaxial cable to enable it to be connected to another cable or RF device. It also has a center conductor, a dielectric and an outer conductor. The center conductor of the connector is typically referred to as the contact. The portion of the connector that is intended to mate with another connector is called the mating interface. These connector interfaces typically come polarized in male and female configurations (see Figure 1). The RF coaxial connector’s center conductor or contact is normally arranged into pin and socket configurations to facilitate positive electrical con- tact between the male and the female connector. The mating portion of the male contact that engages the mating female spring fingered socket is referred to in the industry as the mating pin. It is the height or length of this pin and the position of the contacts within the connector’s interface that this article addresses.
Pin heights are often taken for granted. We seldom think of its importance in traditional pin and socket configurations because they seldom fail in their application. RF connectors, particularly those used in microwave applications, require tightly tolerance interfaces to achieve the intended electrical and mechanical performance of the design. Most of a connector’s interface dimensions are achieved through the tolerancing of the machined components that make up the interface. Setting and maintaining the pin height or the location of the pin requires that special attention be paid to correctly positioning it during the assembly of the connector components. Some connector designs require that the position of the center pin be set during attachment to the cable.
What is pin height? As mentioned earlier, most RF connector center contacts are designed to have a solid pin that inserts into a spring finger female contact or socket. In order to maintain the characteristic impedance and ensure electrical performance of the coaxial transmission line, most connector contacts incorporate a smaller diameter-mating pin with a shoulder on one of the mating interfaces. This contact shoulder is located within the connector at a point where the mating connector seats against it and is optimized in a way to minimize electrical reflections created by discontinuities between the two connector interfaces. Likewise, the face of the mating female or socket contact (which is also referred to as the shoulder) must also be located within the connector at a position that optimizes performance.
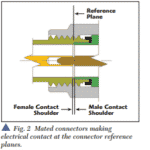
This point where the two connectors come together is called the connector reference plane (see Figure 2).
The connector performs best when the shoulders of the male contacts are closest to the reference plane without going above it. The idea is to create the smallest gap possible between the two mating contact shoulders to minimize its impact on electrical performance. The size of the gap that can be tolerated is dependent on the intended operating frequency of the connector. Lower operating frequencies can tolerate larger gaps between the contacts without degrading electrical performance. However, coaxial connectors are designed to operate across broad frequency spectrums so the contact gap must be designed to perform with minimal electrical degradation at its highest operating frequency. The pin height is measured from the connector’s reference plane to the shoulder of the contact. High and low limits are characterized to ensure proper engagement length of the male pin with the mating connector’s socket contact. The tip of the male pin also has a characterized taper to minimize mating forces on the female contact and to guarantee high mating cycles and long life. Manufacturers control most of the pin’s positioning and dimensioning through close tolerancing of the machined components associated with the connector’s interface. However, close or tight tolerancing of the connector’s interface components adds cost and seldom guarantees that the contact will be positioned to achieve optimal electrical and mechanical performance of the connector. Therefore, special attention needs to be given by the manufacturer to finetune the pin height and gap at the interface by resetting the contact’s position during assembly to optimize performance. The responsibility of setting the contact into its optimal position may also be passed on to the end user if the connector is supplied with a loose contact to facilitate ease of cable termination.
More important than positioning than for optimal performance is positioning it to mate with any connector within its series (for example: SMA series, TNC series, N series, etc.), regardless of who manufactures the connector. For this rea- son, interface standards have been developed. There are a variety of industry, commercial and government standards in place that regulate inter- faces dimensionally to guarantee intermateabilty between manufacturers’ connectors. Government and/or industry standards govern most of the well-established connector interfaces on the market. However, newer products with uniquely designed inter- faces may not yet be adopted by a standards group and have no governing standard. In these cases, the manufacturer that developed the unique interface is responsible for specifying and controlling the connector inter- face tolerances. Sometimes connector manufacturers will work together to develop a unique interface and together develop the interface standard for it. The QMA series interface was developed in this way.

Every connector series interface is unique with respect to other series interfaces. An SMA interface is uniquely different than a TNC interface, SMA and TNC interfaces are uniquely different to the N series interface, and so on. They all have different interface dimensions with respect to their size and the location of the contact’s pin and shoulder position with respect to the connector’s reference plane. Therefore, the gauging requirements for each interface are different.
Most connector reference plans are located at some depth below the face of the connector (reference Figures 1 and 2). Special gauges are available for most well-established interfaces to make it easy to measure the location of the contact from the reference plane. Nonetheless, it is possible to measure the contact location with a standard dial indicator depth gauge (see Figure 3). In the photograph the three smaller gauges are special interface gauges. The gauge mounted on the post is a standard dial indicator depth gauge. The importance of controlling pin height cannot be downplayed. The height of the pin cannot and should not be ignored. Problems result both mechanically and electrically if the pin is positioned too high (long) or too low (short) with respect to the interface as it is specified.
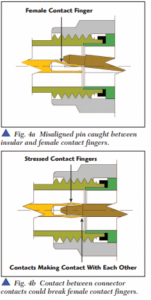
If the pin is too high or forward the pin could misalign during mating. The male pin could get caught between the insulator and the fingers of the female contact (see Figure 4a). This typically results in a broken female contact. Also, if the contact’s pin position is too high, the contact’s shoulder could end up above the connector’s reference plane (based on the fixed length of the pin-to-shoulder dimension subjected by most connector specifications). If the con- tact shoulder ends up above the connector reference plane there is the potential that it will make contact with the mating contact and break the female contact fingers (see Figure 4b). These two conditions, the male pin getting wedged between the insulator and female contact, and the contact shoulders making contact with each other, have the potential to put enough force on the female con- tact finger to crack it. These cracks are internal to the connector and not visible to the end user. Cracks of this nature will ultimately lead to an intermittent signal, and an eventual cata- strophic c re and kill signal integrity.
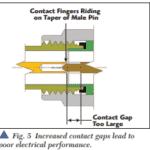
If the contact is positioned too low or tact could lose its contact with the mating female con- tact. This sometimes happens when blind mate connectors are positioned beyond their specified mounting tolerances. It can also happen in connectors that do not have captivated contacts. Non-captive contacts have the potential of being pulled back into the connector away from the mating connector by forces applied to it by the attached cable, thus shortening the mating pin height. Additionally, it leads to increased contact gaps between the mating contacts and contributes to higher than intended discontinuities in the connector inter- face and can degrade electrical performance from consequent high re- flections. Power levels could be greatly reduced if the pin is positioned so far back that the mating contact fingers ride on the tapered section of the male pin (see Figure 5). Significantly reduced power handling will result if the contact fingers ride section of the male pin. End users attaching connectors to can be aware of the effects of incorrect pin heights. Contacts of connectors that are designed to attach to cable can be supplied loose by the manufacture captured within the connector.
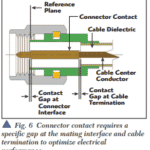
Loose contacts are generally supplied connector design and facilitate ease of assembly to the cable’s center conductor while keeping the pricing in line with the user’s expectations. This means some degree of accuracy is left up to the assembler to ensure proper location of the contact with respect to the connector’s reference plane. Loose contacts can be either soldered or crimped onto the cable’s center conductor. They can be set into position by either sitting the contact directly on the cable core, using a dielectric spacer or shim, or positioning the contact with a shim that is later re- moved after attachment of the contact is achieved. The idea is to provide the proper electrical spacing to optimize the cable-to-connector termination electrically and provide the proper positioning for the contact at the connector’s interface (see Figure 6).
Spring fingered center contact designs, most commonly made with heat treated beryllium copper, have greatly simplified the termination of connector contacts to cable center conductors. This design allows the cable’s conductor to simply be pushed into the contact without the need to crimp or solder to maintain the electrical connection between the cable and the connector. The simplicity in cable termination comes from the fact that the contact no longer needs to be supplied loose and can now be supplied captured within the contactor assembly. Therefore, the assembler does not have to deal with separately terminating the contact to the cable and does not need to worry about setting the contact’s proper placement location with respect to the connector’s interface. The key to this style of contact in providing a reliable connection lies mainly with the manufacturer properly machining, forming and heat treating the contacts to provide the needed tight fit onto the cable’s center conductor. Because the center contact is designed to fit tightly, not only must the center conductor be trimmed to the proper length but also the end needs to be free of all burrs and slightly pointed at the end for proper fit. This part of the assembly to the cable is still left up to the end user and requires some attention to cable prep detail.
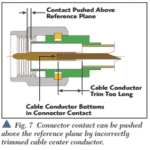
Regardless of the type of contact termination to cable, the correct length of cable center conductor must be exposed to accept the center contact. Exposure of too little cable center conductor could result in a weakened and compromised contact attachment for connectors supplied with loose contacts. Exposure of too much cable center conductor will cause the cable conductor to bottom inside the contact and not allow it to be positioned on the cable as intended. This results in pins that are positioned higher in the connector interface with respect to the reference plane. The connector contact could be pushed so far forward that it ends up above the reference plane of the connector and potentially cause damage to the mating female socket as described earlier (see Figure 7).
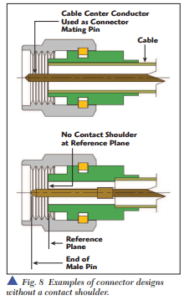
There are a few connector designs that do not use the traditional pin/shoulder configuration in the mating interface. Although most contacts are attached to a cable’s center conductor using methods such as soldered, crimped or a spring fingered socket, there are a couple of cases in some SMA, F and other connector series where the cable center conductor is actually used as the center contact mating pin of the connector. There are still other designs that use a separate contact but have no shoulder at the connector interface. In these designs, the mating pin diameter is carried straight into the transmission line section within the connector; thus, no shoulder exists at the connector reference plane (see Figure 8). In these cases, one still must be conscious of where the end of the male pin is located in relation to the reference plane even though there is no shoulder to worry about. This is because there is a limit to the amount of male pin that the mating female contact can accommodate.
Even after the contact is fixed to the cable center conductor and the connector secured, the position of the pin can still be moved from its set position. There are influences on the connector pin position other than those subjected by the connector manufacturer and end user during assembly to the cable. The connector pin or contact can be subjected to forces after assembly that influences the contact’s position within the connector with respect to the connector’s interface. High stresses can be subjected by cable flexure, pulling on the connector, and expansion and contraction of the connector and cable dielectrics over temperature that cause pin movement. These stresses build in compression or tension depending on the force applied, and push the contact forward or pull it backwards into the connector away from its optimally set position. When that happens, the contact could be moved beyond the design or specification limits of the connector interface resulting in one of the performance issues described earlier.
Most of these stresses can be overcome by incorporating some form of captivation into the connector design. The roll of captivation is to hold the contact into position within the connector under a predetermined load condition to prevent it from moving forward or backward with respect to the connector reference plan. Most connectors use Teflon as a dielectric medium because of its good electrical characteristics and relative cost. However, Teflon is a soft material and may not be suitable to use as a reliable captivating material in high performance connectors or in environments where mechanical stresses could be high. For this reason, other types of materials and captivating schemes have been developed to hold the contact in its place.
There are many different types and ingenious captivation methods used to capture a contact within a connector. Epoxy pins and dielectric beads are the most common methods used to hold contacts in place under higher load applications.
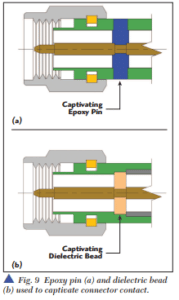
An epoxy pin is a dielectric epoxy that is injected through a hole in the connector dielectric and around the contact and in some designs through a hole in the connector body. The epoxy cures into a hard plastic material that mechanically captures the components together (see Figure 9).
Dielectric beads use a short length of dielectric material having relatively high mechanical strength. These beads are typically machined or molded. The connector contact and body are configured in such a way that they capture the bead to prevent movement (see Figure 9). Some popular high strength bead materials that have relatively good dielectric properties are PEEK, Ultem, Torlon, and Vespel.
The material and method used for captivating a connector center contact is typically selected based on a mechanical force requirement and a price-to performance trade off.
Other manufacturers of higher performance connectors and cable assemblies that design to meet the highest application requirements with respect to temperature, flexing and vibration while maintaining the highest electrical performance develop their own proprietary materials and captivation methods. This need for super performing connectors and cable assemblies has resulted in new generations of connector products. Figure 10 shows some of the newest products developed by Times Microwave Systems to meet today’s toughest application requirements.
The position of the pin is taken for granted because most users have never seen an application failure resulting from an improperly positioned or shifted contact pin. Even so, some engineers are haunted by system-related performance issues caused by a single RF connector within a system with a misaligned pin, broken contact or open circuit caused by an improperly positioned or shifted pin. For those, the importance of maintaining proper connector pin height will remain a critical performance issue.
There are many factors used to control the correct pin position within a connector interface. Manufacturers work to tighten tolerances on connector interfaces by tightly tolerancing components during manufacturing to achieve the desired electrical and mechanical performance of the mating pin. Special care is taken in setting the pin to the optimal height during connector component assembly. Specifications have been created by standards and government committees to govern pin height on the most common connectors to guarantee intermateabilty within connector series. Additionally, there has been a myriad of captivations employed to limit or even prevent pin movement in the harshest environments. All these efforts demonstrate that pin height is being given the attention necessary to make it worry free for the end user.
Subscribe to our newsletter!
Interested in receiving email newsletters and other updates from Times? Subscribe now!