Optimizing Microwave Signal Transmissions In Extreme Cryogenic Environments
By Martin Winkler
I. Introduction
This paper describes the rational for choosing the optimum cable for use in cryo cooled amplifier applications. It applies to the general case where it is important to maximize signal transmission while minimizing heat loading on the cryo-cooled environment.
The thermal analysis presented herein is for 1 watt of microwave power incident at one of the cable ends with a thermal gradient between ends, fixed at 270 degrees centigrade. The conditions analyzed for this specific application are based on the projected requirements of the KAT-7, and ultimately the SKA Radio Telescopes.
 It is emphasized that if the power levels are significantly different or if the temperature gradient is more or less than that used here then the results are most likely to be very different than the optimized choice suggested. TMS Engineering can apply this model to any specific set of requirements or cable types on request. For the example modeled here the 0.090 SiO2 cable with glass sealed hermetic connectors will be shown to be the best choice.
It is emphasized that if the power levels are significantly different or if the temperature gradient is more or less than that used here then the results are most likely to be very different than the optimized choice suggested. TMS Engineering can apply this model to any specific set of requirements or cable types on request. For the example modeled here the 0.090 SiO2 cable with glass sealed hermetic connectors will be shown to be the best choice.
II. Applications
Knowing a transmission cables electrical and heat load characteristics is important to engineers
involved with the operation, maintenance, upgrade and design of:
- LNA’s for Radio Telescopes
- Particle Physics Light Source Accelerators
- Space Craft Navigation, Telemetry, Radar, and Radio Science Systems and Test Chambers
to 40 GHz - National Labs and Universities Research Applications
The analysis presented here provides an optimized solution for a specific application (a radio
telescope LNA). It can also be used as a guideline for making the best choices for many other
applications; if the power and temperature gradient aren’t too different from the example. It is
recommended on of this analysis isn’t taken too far.
III. Heat Loading Considerations
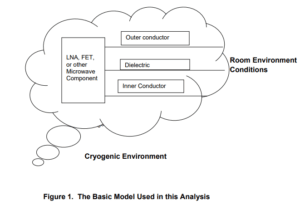
Heat loading of a cryo-cooled system by a microwave frequency cable comes from 2 sources. The
first being the heat generated by the electrical losses (Insertion and Reflection) within the cable. Minimizing this heat loss is both critical and simple. The solution to this means simply using a cable with the lowest insertion loss; which is typically a larger diameter cable. This minimization also serves to maximize the strength of the signal transmitted.
The second source of heat loading is due to the thermal conduction of the cable itself. Most of
this is due to the obviously necessary path from the outer chamber wall (typically ambient) to the
internal cryo environment via the cable’s conductors. The simple solution to minimizing this heat
load is to use a cable of small cross section constructed with poor thermal conductors. Unfortunately, materials that are poor thermal conductors are typically poor electrical conductors as well. So the best solution for this requirement is the worst solution for minimizing the heat loss due to electrical transmission, a smaller cable.
So, how do you choose the best cable for your application?
Whether improving the reliability of an existing system or designing a whole new system the
optimization problem and solution are the same. A good designer will start by selecting either a
maximum allowable insertion loss or a maximum permissible heat load budget and solving for the
other. Either of these limits is usually dictated by some other system component’s requirements.
In the charts that follow, the following parameters are the fixed variables*:
- Cable Length is 1 foot
- Cable input power is 1 watt
- The temperature gradient between the LNA and the chamber wall is 270 degrees C
- Cable construction is coaxial with solid outer and inner conductors
*Note – The analysis can be done for different values of these fixed parameters if that is of interest for a specific application.
The parameters that are independent (and therefore evaluated) include:
- Outer conductors of stainless, copper, or a stainless copper composite
- Solid inner conductors of copper or 304 stainless steel
- Cable diameters of .141 and .090 inches (.089 for Teflon semi-rigid)
- Transmitted signal frequency at 2,12,and 18 GHz
- Expanded Teflon and SiO2 dielectrics
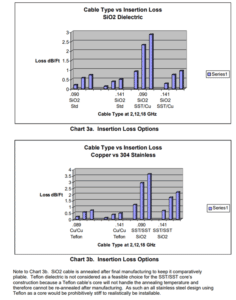
 It is noted that when insertion loss alone is compared, the SiO2 and Teflon dielectrics perform essentially the same. The differences come from the available constructions typically available for each type. Also note, full density Teflon cables are not evaluated herein as they are clearly inferior to the other choices available.
It is noted that when insertion loss alone is compared, the SiO2 and Teflon dielectrics perform essentially the same. The differences come from the available constructions typically available for each type. Also note, full density Teflon cables are not evaluated herein as they are clearly inferior to the other choices available.
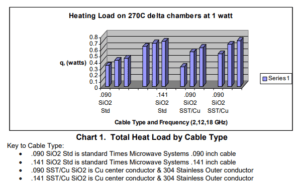
As would be expected chart one shows that for a given cable construction and size, increasing the frequency causes an increase in heat loading. It also shows that while the larger diameter cable has a lower insertion loss, the total heat load to the cryo system is higher than the higher loss .090. Also, what is not so intuitive is that for all but low frequencies (less than 2 GHz), the standard SiO2 t choice, even better than the .090 SST/Cu SiO2.
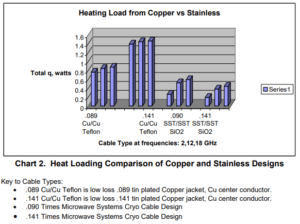 Chart 2 shows that if electrical insertion loss is not as important (see Chart 3 next), and if the incident power is 1 watt or less then the TMS Custom designed Cryo cable is the best choice. However the insertion loss penalty of the is cable is severe, as much as 50% of incident power for a 1 foot length of cable.
Chart 2 shows that if electrical insertion loss is not as important (see Chart 3 next), and if the incident power is 1 watt or less then the TMS Custom designed Cryo cable is the best choice. However the insertion loss penalty of the is cable is severe, as much as 50% of incident power for a 1 foot length of cable.
At this point of the analysis it can be concluded that, for the following operating
conditions:
- 1 watt
- Frequency within the range of 2 to 18 GHz
- Temperature differential from the transmitting device to the Cryo chamber external
boundary is 270 degrees C - The cable is 1 foot long (?30 cm?)
- Connectors are not part of the evaluation
The best cable is the standard TMS .090 SiO2 cable with SST/Cu composite nd solid copper center
conductor.
IV. Mechanical Considerations
So far this paper has talked about the thermal and electrical performance of coaxial cables with very little distinction made between the choice of dielectric materials. This is because the dielectrics used for microwave cables contribute almost nothing to the low temperature thermal performance. Also, because electrically, the 2 primary options for cryo applications are SiO2 or Expanded Teflon and they are essentially equivalent; electrically.
This section addresses the differences.
Thermal Cycling
If the application requires bringing the unit up to room temperature periodically then the difference in thermal expansion rates between a Teflon dielectric and the metal conductors can produce ratcheting (nonlinear hysteresis of losses and phase causing loss resulting in changes over temperature that do not return to previous values). The amount and significance of this ratcheting is a function of the temperature difference and the number of cycles expected. SiO2 dielectric does not exhibit this characteristic at any temperature difference over any number of cycles.
Other effects of ratcheting in a polymer dielectric are that a connector pin pulls back from it’s connection or that the dielectric bunches and causes a void at the connector to cable interface.
In either case the effect is the same; impedance mismatches occur which may be seen as a frequency dependent VSWR spike.
Ratcheting can be prevented in Teflon cables thermal conditioning and by designing in features to
prevent it. These features can be simply grooves in the dielectric to conductor interfaces to prevent the relative movement that wants to occur due to the different thermal expansion rates. These features have proven to be marginally successful.
Cable Modulus Comparison
When choosing the cable type it is equally important to consider the cables’ stiffness during installation as well as the load it will induce on the components it is attached to. A cables’ stiffness modulus, k is a measure that can be used to evaluate this property.
The units for k are unit load per distance displaced (lb/in or Kg/mm). k, is not a material property although it is in part determined by the materials used. It is a specific value for a mechanical design. The span of a bridge across a river has a specific k value. As a material is work hardened, k will increase. A material with a higher k requires a higher force applied to realize the same displacement. It will also induce an equally higher load in the device it is connected to.
A relative comparison of k values as low, medium, and high for the different cables constructions
of a solid outer jacket / conductor is shown following.
- Lowest: .141 SiO2 Copper Jacket, and .089 Teflon Tin plated Copper
- Medium: .090 SiO2 Composite SST/Cu jacket
- Higher: .141 SiO2 Composite SST/Cu jacket, and .141 Teflon Tin plated Copper.
- Highest: Larger diameters of any of these designs.
All metals (including cable materials) will work harden with repeated bending. So, 2 cables of the exact same type and length can have significantly different k’s if one has been installed and reinstalled several times while the other has not. Two cables can have different k’s if the manufacturer has not been careful to limit work hardening during final assembly.
Semi-rigid Teflon cables are assembled by installing a previously extruded dielectric core into an oversized tube and then drawing the tube down onto the dielectric. This drawing down, work hardens the outer tube. Therefore, all Teflon semi-rigid cables are inherently stiff. SiO2 dielectric is loaded in the same manner, but after the tube is work hardened by drawing it is annealed at high temperature to restore it’s original malleability.
In the end, for a cryo cooled microwave electronic system to be highly reliable and efficient to operate, the k of the installed cable of a specific type, with a known handling history, should be considered. When the electrical, thermal and mechanical considerations are evaluated for your specific application, SiO2 cable will most often be the best performing choice. Sometimes, SiO2
will be the only choice that will give a system it’s required performance.
V. Connector Considerations
Once the preferred cable type and size has been identified there are the connectors to consider. In general SiO2 type cables are provided with welded hermetic connectors and teflon dielectric type cables are soldered or crimped. But the differences in the performance of the connector options are more than just in the attachment method.
Glass-Ceramic vs Polymer
SiO2 connectors are hermetic, made with glass dielectric that is bonded to a stainless steel outer shell and a molybdenum center conductor. Teflon cables are terminated with snap fit and pressed polymer dielectrics in BeCu or brass conductors. Both connector types are available in a wide variety of Mil Spec and custom interfaces. All interfaces for an SiO2 connector are hermetically sealed to 1x 10-9 std cc He/sec. Teflon connectors may not be. SiO2 connectors remain hermetic to 4K and colder. Teflon does not.
Welded vs Soldered vs Crimped
This author believes that a crimped connection should never be used in an application where the cable assembly is built at room temperature and expected to operate reliably at a temperature over 200 degrees C lower. Due to thermal expansion (contraction) the connector to cable interface as well as all components in the cryo environment will move relative to one another. If vibration from the cryo cooler is significant there is even more reason to stay away from this type of connection.
Welding and soldering are methods that have been used reliably in thousands of cryogenic microwave cable assemblies. All Times Microwave Systems SiO2 assemblies are made using hermetic stainless connectors welded to the cable jacket.
In a high vibration environment or one with significant thermal excursions the welded connection
should be used for high reliability signal transmission lines. This is because solder joints have lower tensile strength and have inherent stored stress that developed due to differential thermal expansion/contraction rates. SiO2 cables use primarily stainless and copper and the thermal mismatch between these 2 metals is closer than that between copper and some brasses used for Teflon non-hermetic connectors.
For extreme cold environments special solders are sometimes required. SiO2 connectors are welded using the same parameters for all environmental applications from –270 to +600 C.
Once the final optimization parameter is considered, it is clear that for the specific example analyzed here, .090 SiO2 stainless/copper composite jacketed cable is the best choice.
VI. Example TMS product Optimized For Cryo Application
 Shown here is an SiO2 assembly designed for use in the KAT-7 Radio Telescope cryo cooled LNA’s.
Shown here is an SiO2 assembly designed for use in the KAT-7 Radio Telescope cryo cooled LNA’s.
The cable is standard TMS .090 with a stainless / copper composite outer jacket, welded N female
bulkhead connector and SMA male connector on the other end. The assembly operates to 12 GHz, limited by the N interface.
Subscribe to our newsletter!
Interested in receiving email newsletters and other updates from Times? Subscribe now!